
Back to basics
The streamlined new Navitimer 41
Be the first to see the new editions.
Join the webcast ![[[Back to basics]]<br>The streamlined new Navitimer 41](/media/image/4/home_slide_mobile_1080/asset-version-e00e2b2c3d/navitimer-41-webcast-hero-desktop.jpg)
![[[Navitimer 41]]<br>The streamlined new collection](/media/image/4/home_slide_mobile_1080/asset-version-f8fc834a87/group-desktop.jpg)



Trending now
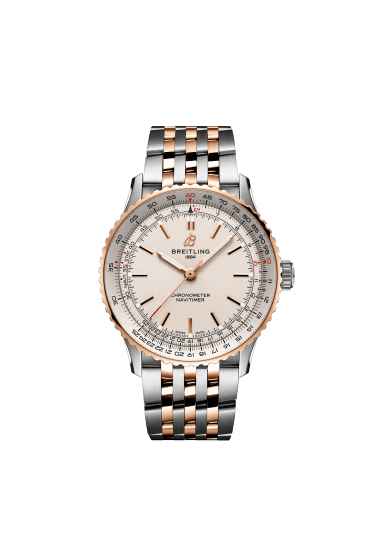

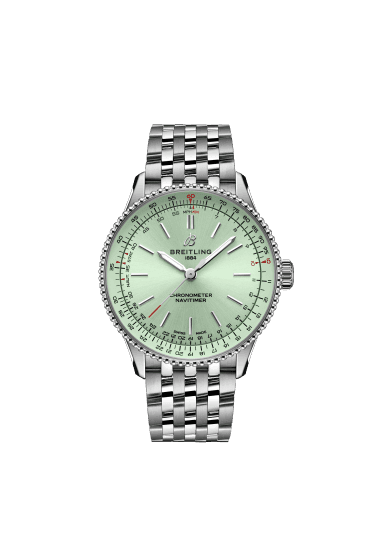
The new Navitimer 41
Watch the journey of our newest member of the Navitimer Squad: Erling Haaland.
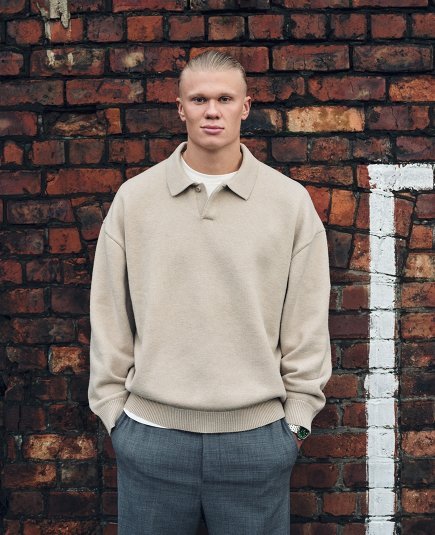

The new Navitimer 41
Watch the journey of our newest member of the Navitimer Squad: Erling Haaland.
Exclusive Breitling E-Boutique services

YOU DON’T HAVE YOUR BREITLING NFT YET?
Secure your ownership and access unique services.
Scan the QR code on your warranty card to get started
Scan the QR code on your warranty card to get started


Services
Explore our comprenhensive set of services and assistance designed for you and your Breitling.
Discover nowFind your nearest Breitling Boutique
Visit us in a Breitling boutique or at official retailers and convince yourself of our high-quality products.
Discover new models, get individual advice and find the Breitling watch that suits you best.